Production process
Welding elbow production process, if the long radius of the elbow, you must first select specifications, put forward the tube material. Spread ratio, through theoretical calculation, the general expansion rate of 35% - 33%, and push back. Short radius 219mm general expanding diameter rate of 50%. Selected raw materials, in material according to the specifications of the elbow, then consider the radius of curvature, for example, 90 degree elbow, by its curvature can figure out how many materials can be processed with 90 DEG elbow. It can be calculated by theoretical calculation, and then cut off with the length of the length. Finally, the material pushing system. You may have seen the machine, the actual is very simple. It is a horn shaped mandrel or mandrel, the mandrel is changed from thin to thick, push the process is a process of expanding with bending. Behind a support pipe section to penetrate mandrel material, one behind the arch frame will be fixed mandrel.
Photo of our Pipe Bend:
Technological process
Seamless elbow: elbow is a kind of pipe fitting used for turning of pipe. In the pipeline system used in all the pipe fittings, the largest proportion, about 80%. In general, different forming processes are selected for different materials or wall thicknesses. At present, the factory used seamless elbow forming process, hot stamping, extrusion have.
Hot forming
Hot bend forming process is the special Elbow push processing machine, a core mold and a heating device, which makes in the mold blank in pushing mechanism driven by forward motion and in the movement is heating, expanding diameter and bending forming process. The deformation characteristics of the hot pushing elbow is based on the metal plastic deformation before and after constant volume law to determine the tube diameter, the tube diameter less than the diameter of the elbow, the through mandrel control the blank deformation process, the arc by the compression of the metal flow, compensation for expanding and other parts of the thin, in order to get uniform wall thickness of elbow.
The hot pushing elbow forming process has the advantages of beautiful appearance, uniform thickness and continuous operation, suitable for mass production. Therefore, it becomes the main processing method of carbon steel, alloy steel elbow, and is also used in some specifications of stainless steel elbow forming.
The heating method of forming process has the intermediate frequency or high-frequency induction heating (the heating coil can be multi circle or single ring), the flame heating and the reflection furnace heating.
Stamping forming
Stamping elbow is the earliest application in mass production, the forming process of seamless elbow, at present, in the production of the elbow of the commonly used specifications has been hot pushingpipe method or other forming techniques of alternative, but in some specifications of elbow due to less number of production, wall thickness too thick or too thin.
Products have special requirements are still in use. The stamping of the elbow is formed by using the tube blank equal to the outside diameter of the elbow.
Before stamping, the tube blank is placed on the lower die, and the inner core and the end mould are filled in the tube blank, and the upper die downward movement begins to press down.
Compared with the hot pushing process, stamping the appearance quality is inferior to the former; stamping elbow in the forming of arc in tension and other parts of excess metal is not the compensation, so outside the arc wall thickness reduction thin about 10%. However, due to the characteristics of the single piece production and low cost, the stamping elbow process is used for the manufacture of small batch and thick wall elbow.
Stamping elbow points cold stamping and hot stamping two kinds, usually based on the properties of materials and equipment selection of cold stamping or hot stamping.
Cold extrusion bend forming process is the use of special elbow forming machine, tube into the outer mold, mold clamping, under the push of tube billet reservation along the inner mould and the outer mould gap of movement and forming process.
The elbow made by cold extrusion technology of internal and external mold is beautiful, uniform wall thickness and small size, so it is used for stainless steel elbow, especially for stainless steel elbow. The precision of internal and external die used in this process is high, and the requirement for the wall thickness deviation of tube blank is also very strict.
Pipe Bend Welded Pipe Bend,Steel Pipe Bend,Pressed Pipe Bend,Tube Bending Unisite Group Ltd. , http://www.unisitemarine.com
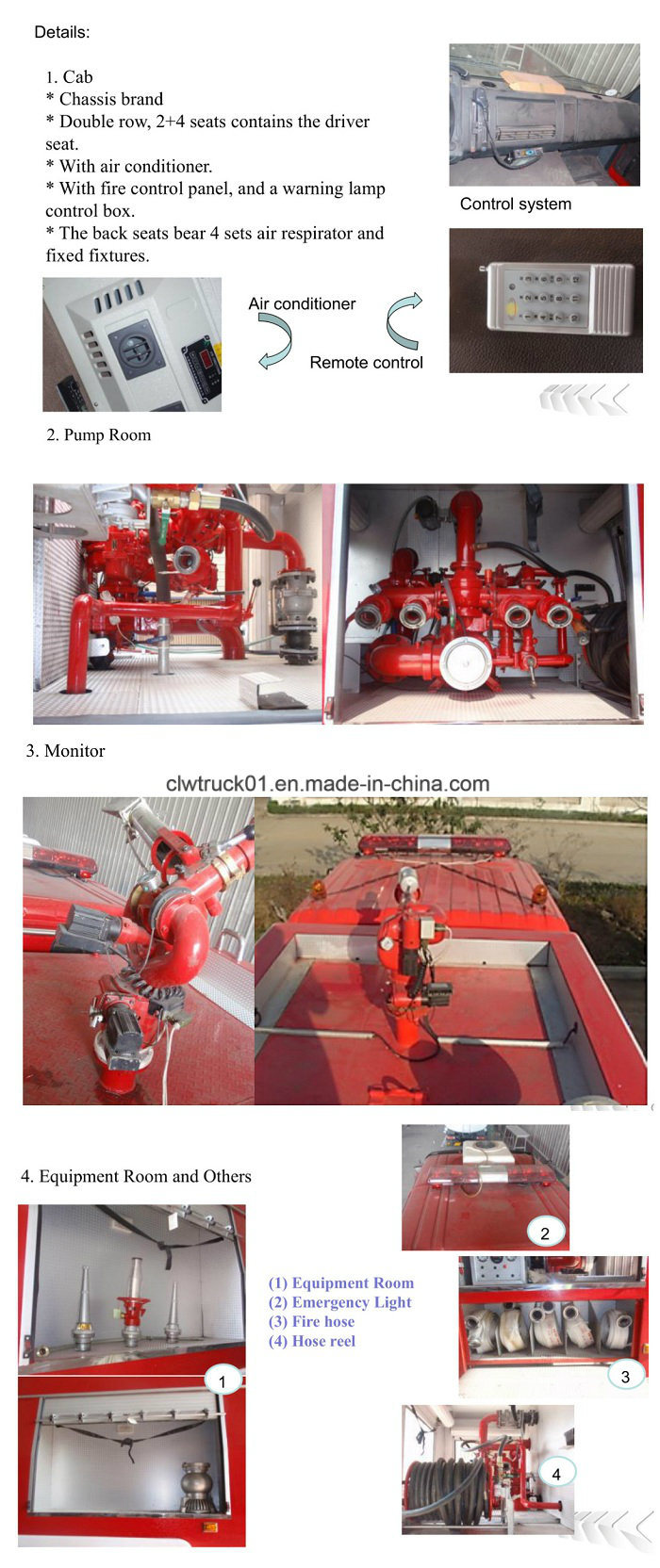
Fire engines, also known as fire engines, are special vehicles that are mainly used to carry out fire response tasks. Fire departments in most countries, including China, also use them for other emergency rescue purposes. Fire trucks can transport firefighters to the disaster site and provide a variety of tools for their disaster relief missions. Modern fire trucks are usually equipped with steel ladders, water guns, portable fire extinguishers, self-contained breathing apparatus, protective clothing, rescue tools, and first-aid tools. Some of them will also be equipped with large-scale fire extinguishing equipment such as water tanks, water pumps, and foam fire extinguishing devices. The appearance of fire engines in most areas is red, but in some areas, the appearance of fire engines is yellow, and some special fire engines are also the same. There are usually siren, warning lights, and strobe lights on the top of fire engines. Common types of fire engines include tank fire engines, foam fire engines, pump fire engines, platform fire trucks, and ladder fire engines.
Specification
Dimension(L*W*H)
5980×2500×2340(mm)Â
GVW
7340(Kg)Â
Curb Weight
4750(Kg)Â
Chassis Model
CLW5132GXFSL20
Manufacture
Dongfeng
Cab
single
front/rear suspension
1078/1102(mm)Â
Engine
Engine Model
YCJ160-30
Fuel
diesel
Quantity of cylinder
4
Horse Power
125hp
Rated Power
92kW
Air Displacement
4800ml
Emission
EURO III/IV/V
Driving Type
4x2
Steering Wheel
left or right hand driving
Gear-box
6
Brake Type
air
Quantity of Axle
2
Wheel Base
3800/4300/4600/5200(mm)Â
Axle load
5600/7800
Quantity of Tyre
6+1
Tyre Type
 11.00-20,11.00R20,12.00-20 16PR,12.00R20 16PR,14.00-20,14.00R20(customized)
Liquid tanker
Volume
Water 2000liters-13000liters
Material
Corrosion resistant plate
Structure
Welding, baffle palte inside, including also :2 manholes
Pump
Model
CB10/40
Pression
1.0 MPaÂ
Flow
40L/s
Suction depth
>=7m
Suction time
<=50s
Installation
Rear
Pipeline system
Â
Powder system
Volume
2T
Material
16MnR
Pressure designed
1.7MPa
Working pressure
1.4MPa
Fire fighting nozzle
Model
PL32
Pression
1.0MPa
FLow
32L/s
Range
Water>=60m;Foma>=55m
Horizontal rotation angle
360°; angle of elevation-30°~80°
WarrantyÂ
24 months, from the date of supply
Details
Company information
Chengli Special Automobile Co., Ltd is a professional manufacturer of all kinds of special trucks and trailers as well as other special equipment.
1. We can supply all brands of special trucks, such as, Faw, Foton, Shaanxi, Sinotruck, JAC, JMC,  Dongfeng.
2.  Factory export department directly sale .
3. Export experience more than 12 years
4. Cheap / competitive price, high quality, you get more than your paidÂ
5. With CCC, ISO, BV approvedÂ
6. The heart of the service, rational design 
Overseas partner
Shipping&packaging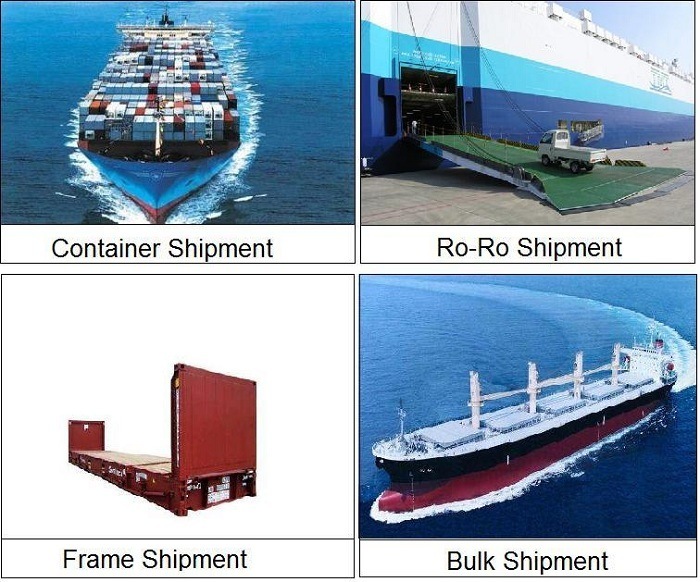
Contact
Â

Fire Vehicle Dongfeng 6cbm Water Dry Powder Foam Tanker Universal Fire Truck
Model NO.: CLW97112
Fuel: Diesel
Drive Wheel: 4×2
Horsepower: <150hp
Condition: New
Product Name: Fire Fighting Truck
Cabin Allowance: 2+3
Chassis Brand: Dongfeng HOWO Foton Shacman etc
Water Tank Capacity: 4cbm/6cbm/8cbm/10cbm/12cbm/15cbm
Max Fire Monitor Range: 45m
Engine: 110HP 140HP 170HP 190HP
Foam Tank Capacity: 1cbm/2cbm/3cbm /4cbm
Fire Truck Type of Upper Body: Water, Water Foam Tank, Dry Powder
Warranty: 1 Year for 3 Key Parts
Steering Wheel: LHD/Rhd
Trademark: CLW
Transport Package: Roll-Roll Ship
Specification: 5980*2500*2340
Origin: China Hubei
HS Code: 8705309000
Fire vehicle Dongfeng 6cbm water dry powder foam tanker universal fire truck